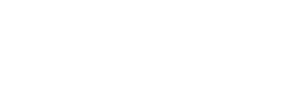
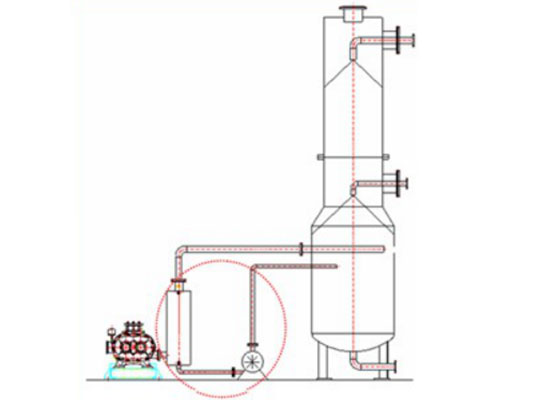
在石化行业汽油蒸汽回收工艺中,干式螺杆真空泵是保障回收效率与安全性的关键性核心设备。该场景下,真空泵所抽取的气体为易挥发的汽油蒸汽,其主要成分包含C4、C5、C6等烃类物质,整套汽油蒸汽回收装置的核心原理如图1所示。
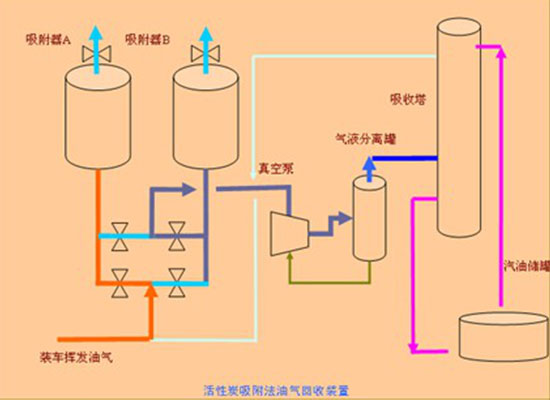
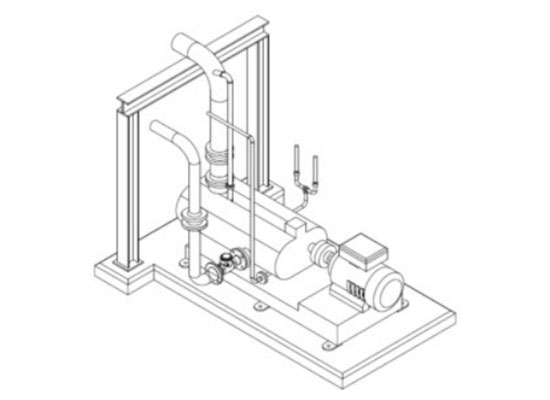
基于汽油蒸汽的易燃易爆特性及工艺要求,通常需将螺杆真空泵的运行温度严格控制在80℃以下。但实际应用中,仅依靠泵体夹套冷却难以达到这一低温标准;同时,多数石化现场无法提供冷却水,而工艺中现成的冷却液为汽油。因此,为有效降低泵的运行温度,除了向泵体夹套内通入汽油进行冷却外,最核心且有效的方式是在泵腔温度最高点注入适量汽油,通过汽油蒸发吸热的原理快速降低泵腔内温度,具体冷却结构如图2所示。
需要重点关注的是,螺杆真空泵在汽油蒸汽回收工艺运行过程中,被冷凝的汽油会逐渐堆积在泵的排气口处,形成积液现象。若积液无法及时排出,会导致泵体出现异常振动、噪声增大等问题,严重影响设备运行稳定性与使用寿命。针对这一痛点,可通过以下三种改进措施精准解决:
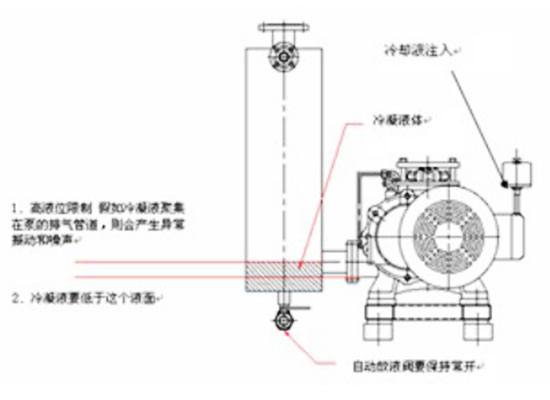
措施1:优化管道布局。将泵的排气管设计为向下倾斜的结构,确保排气管道位置低于泵的排气口位置,利用重力作用引导冷凝液自然排出(如图3所示);
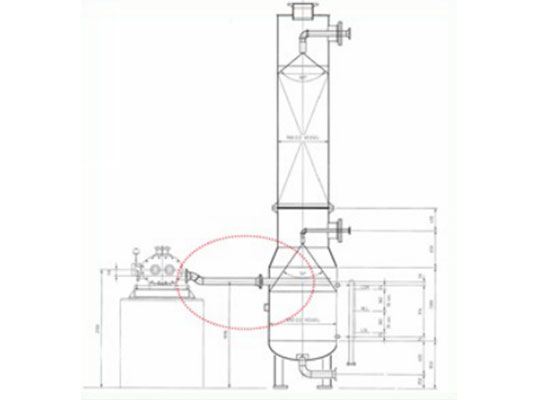
措施2:增设辅助排液设备。在泵的排气口或消音器的最低位置安装一台循环泵,通过主动抽排的方式彻底消除积液现象(如图4所示);
措施3:安装防倒流装置。在泵的排气口处加装单向阀,可有效防止泵停止运行时,因虹吸现象导致冷凝液倒流入泵腔内,避免再次启动时对设备造成损伤(如图5所示)。
珂勒曦深耕空气动力设备领域,拥有螺杆真空泵核心主机制造技术,配备一流的加工、检测平台,可为石化行业汽油蒸汽回收等复杂工况提供高效稳定、节能环保的螺杆真空泵产品。若您对珂勒曦螺杆真空泵产品感兴趣,或想了解更多适配石化行业的真空解决方案,欢迎留言咨询,或拨打珂勒曦全国免费客服热线:400-886-7766,专业技术团队随时为您答疑解惑,期待您的来电!